
Piegare le lamiere: Le basi
La piegatura della lamiera è un processo molto efficace per la produzione di pezzi. Scoprite di più sulla piegatura della lamiera oggi stesso!
Introduzione alla piegatura delle lamiere
La piegatura della lamiera è un metodo eccellente per creare un'ampia varietà di pezzi. I metodi di piegatura possono essere molto efficienti per la realizzazione di nuovi pezzi, perché i processi sono relativamente semplici da eseguire. La piegatura della lamiera utilizza forze esterne per modificare la forma della lamiera. La malleabilità della lamiera consente di ottenere un'ampia gamma di piegature e forme.
La piegatura delle lamiere è una delle pratiche più comuni nella lavorazione dei metalli in tutto il mondo. Sebbene siano molte le variabili da tenere in considerazione quando si progetta un pezzo in lamiera, esistono alcuni metodi di piegatura standard che è importante conoscere per garantire che il vostro prossimo progetto di fabbricazione di lamiere produca il risultato desiderato. In questo articolo spieghiamo i metodi più comuni di piegatura della lamiera, discutiamo il significato di tolleranza di piegatura e di fattore K e passiamo in rassegna alcuni suggerimenti molto importanti per la progettazione della piegatura della lamiera.
Metodi di piegatura
Lo scopo dei metodi di piegatura della lamiera è quello di modellare la lamiera nelle forme previste. Per decidere quale metodo di piegatura della lamiera sia ottimale per un determinato progetto, intervengono diversi fattori. Questi fattori includono lo spessore della lamiera, il raggio di curvatura, la dimensione complessiva della piegatura e l'uso desiderato.
Per capire meglio quale metodo di piegatura della lamiera è adatto ai vostri scopi, ecco le spiegazioni di alcuni dei più comuni:
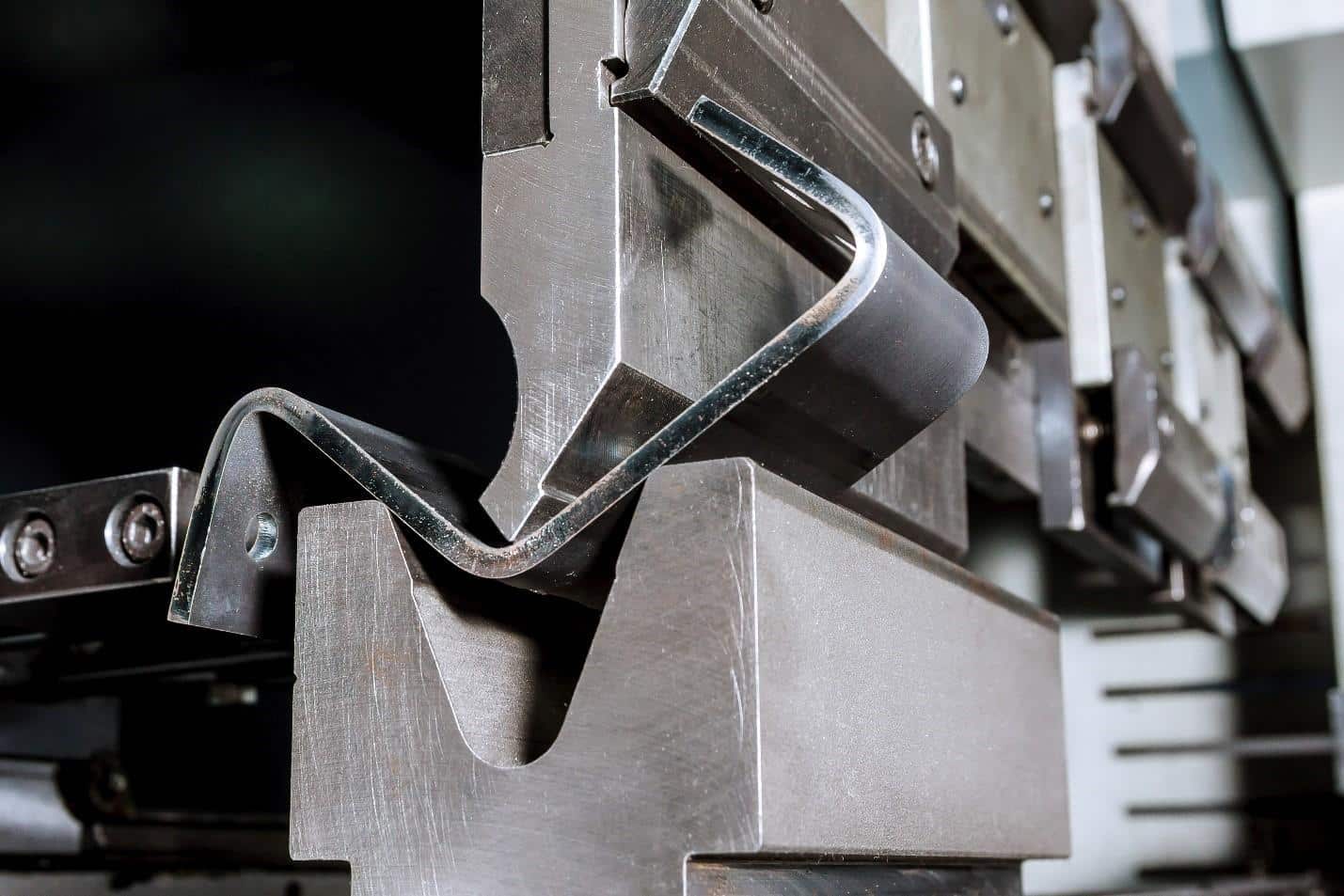
Piegatura a V:
Questo metodo è molto comune e viene utilizzato per la maggior parte delle esigenze di piegatura. Il metodo utilizza un "punzone" e una "matrice a V" per piegare la lamiera ad angoli specifici. In questo processo il punzone applica una forza sulla lamiera nel punto in cui si trova l'attrezzatura a V. Come risultato della forza esercitata dal punzone, si forma un angolo nella lamiera. Il metodo di piegatura a V è relativamente efficiente perché può essere utilizzato per piegare piastre di acciaio senza doverne cambiare la posizione.
Esistono tre tipi comuni di piegatura a V:
Piegatura dal basso
La piegatura dal basso, comunemente chiamata "bottoming", comprime la lamiera sul fondo dello stampo per creare la forma e l'angolo desiderati. La forma e la posizione dell'angolo dello stampo determinano la forma finale della piegatura. Uno dei vantaggi del bottoming è che non è possibile il ritorno elastico (discusso più avanti in questo articolo) della lamiera compressa. Il motivo è che la forza potente del punzone unita all'angolo dello stampo provoca una conformità permanente nella struttura finale della lamiera.
Coniatura
La coniatura è un tipo di piegatura a V desiderabile per la sua precisione e la capacità di distinguere le lamiere. Come il bottoming, anche il coining non comporta un ritorno elastico della lamiera.
Piegatura ad aria
La piegatura ad aria, detta anche piegatura parziale, non è precisa come la coniatura o il fondo. La piegatura ad aria viene utilizzata in genere quando è necessaria una soluzione più semplice, perché non richiede l'uso di utensili. Uno dei principali svantaggi della piegatura ad aria è il possibile ritorno elastico. Nella piegatura ad aria, il punzone applica una forza sulla lamiera, che si appoggia su ciascun lato dell'apertura dello stampo. Per la piegatura ad aria si usa comunemente una pressa piegatrice, perché la lamiera non entra in contatto con il fondo dello stampo.
Piegatura a rulli
La piegatura a rulli è un'ottima opzione per produrre forme curve o rotoli nella lamiera. La piegatura a rulli utilizza una pressa piegatrice, una pressa idraulica e tre serie di rulli per creare diversi tipi di curve. Di conseguenza, la piegatura a rulli è spesso utilizzata per la produzione di tubi, coni e persino forme cave, poiché sfrutta la distanza tra i rulli per produrre curve e piegature.
Curvatura a U
La curvatura a U è concettualmente molto simile alla curvatura a V. La differenza è che questo metodo produce una curva a U. La differenza sta nel fatto che questo metodo produce una forma a U nella lamiera invece di una forma a V. Come la piegatura a V, anche la piegatura a U è molto utilizzata.
Piegatura a strappo
La piegatura a strappo è un metodo comunemente utilizzato per piegare i bordi della lamiera. In questo metodo, la lamiera viene posizionata su uno stampo a strisciamento e trattenuta da un cuscinetto di pressione. Un punzone applica quindi una forza sul bordo della lamiera per produrre la piegatura risultante. Lo stampo è fondamentale perché determina il raggio interno della piegatura.
Piegatura rotativa
La piegatura rotativa è vantaggiosa perché non provoca graffi sulla superficie della lamiera, come invece fanno la piegatura a strappo e la piegatura a V. Inoltre, la piegatura rotativa è vantaggiosa perché può piegare la lamiera in angoli vivi.
Ritorno elastico di curvatura
Uno dei fattori più importanti che possono giocare un ruolo in alcuni metodi di piegatura della lamiera è il ritorno elastico. Se non gestita correttamente, la lamiera può "tornare indietro" alla sua forma originale dopo la piegatura. Per questo motivo, è necessario tenere conto del ritorno elastico piegando la lamiera leggermente oltre la posizione o l'angolo previsti.
Tolleranza di curvatura e fattore K
La tolleranza di piegatura descrive l'aggiustamento che viene fatto per tenere conto della tendenza della lamiera a piegarsi per tornare alla sua forma originale. Quando la lamiera viene piegata rispetto alla sua forma originale, le sue dimensioni vengono alterate. La forza applicata per piegare la lamiera ne provoca l'allungamento e la compressione interna ed esterna. Ciò altera la lunghezza complessiva della lamiera a causa della pressione applicata e dell'allungamento nell'area di piegatura. Tuttavia, la lunghezza misurata dallo spessore della piegatura tra la superficie esterna e quella interna compressa sotto tensione rimane costante. Questa è rappresentata da una linea comunemente chiamata asse neutro.
Il coefficiente di piegatura tiene conto dell'angolo di piegatura, dello spessore della lamiera, del metodo di piegatura specifico e del fattore K (una costante utilizzata nei calcoli di piegatura, che consente di stimare la quantità di allungamento della lamiera). Si tratta di un rapporto tra la compressione sulla linea interna della piegatura e la tensione all'esterno della stessa. Quando la superficie interna della lamiera si contrae, quella esterna si espande e il fattore K rimane costante. Il fattore K è in genere compreso tra 0,25-0,5. Contribuisce a determinare il tipo specifico di materiali necessari prima di iniziare la rifilatura e viene utilizzato anche nella tabella dei raggi di curvatura.
Suggerimenti per la progettazione della lamiera per la piegatura
Quando si progetta la piegatura della lamiera, ci sono alcuni importanti consigli di progettazione da tenere a mente se si vuole evitare di incorrere in una deformità nella piegatura della lamiera:
Spessore uniforme delle pareti
È fondamentale che i progetti dei pezzi abbiano uno spessore uniforme delle pareti.
Distanza tra le scanalature e i fori
Lo spazio tra i fori e la piegatura deve essere pari ad almeno 2,5 volte lo spessore della lamiera. Per le scanalature è necessario uno spazio maggiore. Le fessure devono essere distanziate dai bordi della curva di almeno 4 volte lo spessore della lamiera. La ragione di questa distanza è che i fori e le scanalature si deformano se si trovano troppo vicini a una curva. Inoltre, i fori e le scanalature devono essere distanziati almeno 2 volte lo spessore del materiale dal bordo del pezzo se si vuole evitare il rigonfiamento.
Raggio di curvatura
I raggi di curvatura devono essere almeno pari allo spessore della lamiera. Questo requisito impedisce che il pezzo in lamiera si deformi o addirittura si rompa. Inoltre, per ridurre i costi, è necessario che i raggi di curvatura siano coerenti. Inoltre, tutte le curve su un piano devono essere progettate nella stessa direzione, per evitare il riorientamento del pezzo. Evitare il riorientamento dei pezzi significa ridurre i costi e i tempi di realizzazione del progetto. Un fattore importante da notare è che si dovrebbe evitare di progettare piccole curve in pezzi molto spessi, perché sono soggette a imprecisione.
Curvature
Una regola importante è che il raggio esterno delle curve deve essere almeno il doppio dello spessore della lamiera. Inoltre, la distanza dei fori dai riccioli deve essere almeno pari al raggio del ricciolo sommato allo spessore della lamiera. Inoltre, le altre curve devono essere distanziate dal ricciolo per un minimo di sei volte lo spessore della lamiera sommato al raggio del ricciolo.
Profondità e distanze delle svasature
Nella maggior parte dei casi, le svasature vengono aggiunte ai pezzi di lamiera con strumenti manuali. Per questo motivo, è importante ricordare che le svasature non devono essere più profonde del 60% dello spessore della lamiera. Inoltre, le svasature devono essere distanziate almeno 4 volte lo spessore della lamiera da un bordo, 3 volte da una curva e 8 volte da un'altra svasatura.
Orli
Gli orli sono semplicemente pieghe ai bordi dei pezzi per ottenere bordi arrotondati. In realtà, esistono tre tipi di orlo, ognuno dei quali ha una propria serie di regole di progettazione. Per gli orli aperti, il diametro interno deve essere almeno pari allo spessore della lamiera, perché diametri troppo grandi compromettono la circolarità. Inoltre, per una curva perfetta, la lunghezza del ritorno deve essere pari a 4 volte lo spessore della lamiera. Allo stesso modo, anche gli orli a goccia devono avere un diametro interno pari almeno allo spessore della lamiera. Inoltre, l'apertura deve essere almeno pari al 25% dello spessore della lamiera e la lunghezza di ritorno deve essere almeno pari a 4 volte lo spessore della lamiera dopo il raggio.
Lati smussati
In parole povere, gli smussi sulle flange sono necessari per avere un ampio spazio per le curve, per evitare che i pezzi si deformino.
Curve successive
In generale, se possibile, si dovrebbe evitare di posizionare le curve una accanto all'altra. Se le curve non sono adeguatamente distanziate, può essere molto difficile inserire nello stampo i pezzi già piegati. Nel caso in cui le curve debbano essere posizionate l'una accanto all'altra, la lunghezza del pezzo intermedio deve essere superiore alla lunghezza delle flange.
Distanze tra linguette e tacche
La distanza tra una piegatura e un intaglio deve essere almeno pari a 3 volte lo spessore della lamiera sommato al raggio della piegatura. Le linguette devono avere lo stesso spessore della lamiera o una distanza di 1 mm l'una dall'altra, a seconda di quale sia il valore maggiore.
Tagli in rilievo
I tagli in rilievo sono fondamentali per evitare rigonfiamenti e persino strappi in curva. La larghezza dei tagli in rilievo deve essere uguale o superiore allo spessore della lamiera. Inoltre, la lunghezza dei tagli in rilievo non deve superare il raggio di curvatura.
Ricevi più preventivi per le tue parti in pochi secondi
Ottenete più preventivi per i vostri pezzi in pochi secondi