
Doblar láminas metálicas: Lo básico
El plegado de láminas metálicas es un proceso muy eficaz para la producción de piezas. Obtenga más información sobre el curvado de láminas metálicas hoy mismo.
Introducción al curvado de láminas metálicas
El plegado de láminas metálicas es un método excelente para crear una gran variedad de piezas. Los métodos de plegado pueden ser muy eficaces para fabricar nuevas piezas porque los procesos son relativamente sencillos de llevar a cabo. El plegado de chapa utiliza fuerzas externas para modificar la forma de la lámina metálica. La maleabilidad de la lámina metálica permite darle una amplia gama de curvas y formas.
El doblado de láminas metálicas es una de las prácticas más comunes en el procesamiento de metales en todo el mundo. Aunque hay muchas variables que deben tenerse en cuenta a la hora de planificar el diseño de una pieza de lámina metálica, hay algunos métodos de doblado estándar que es importante conocer para garantizar que su próximo proyecto de fabricación de lámina metálica produzca el resultado deseado. En este artículo explicamos los métodos de plegado de chapa más comunes, analizamos el significado de la tolerancia de plegado y el factor K, y revisamos varios consejos de diseño muy importantes para el plegado de chapa metálica.
Métodos de flexión
El objetivo de los métodos de plegado de láminas metálicas es darles la forma deseada. Hay muchos factores que influyen a la hora de decidir qué método de doblado de láminas metálicas es el mejor para un proyecto determinado. Entre estos factores se encuentran el grosor de la lámina metálica, el radio de curvatura, el tamaño total de la curva y el uso deseado.
Para entender mejor qué método de doblado de láminas metálicas es el adecuado para sus propósitos, a continuación se explican algunos de los más comunes:
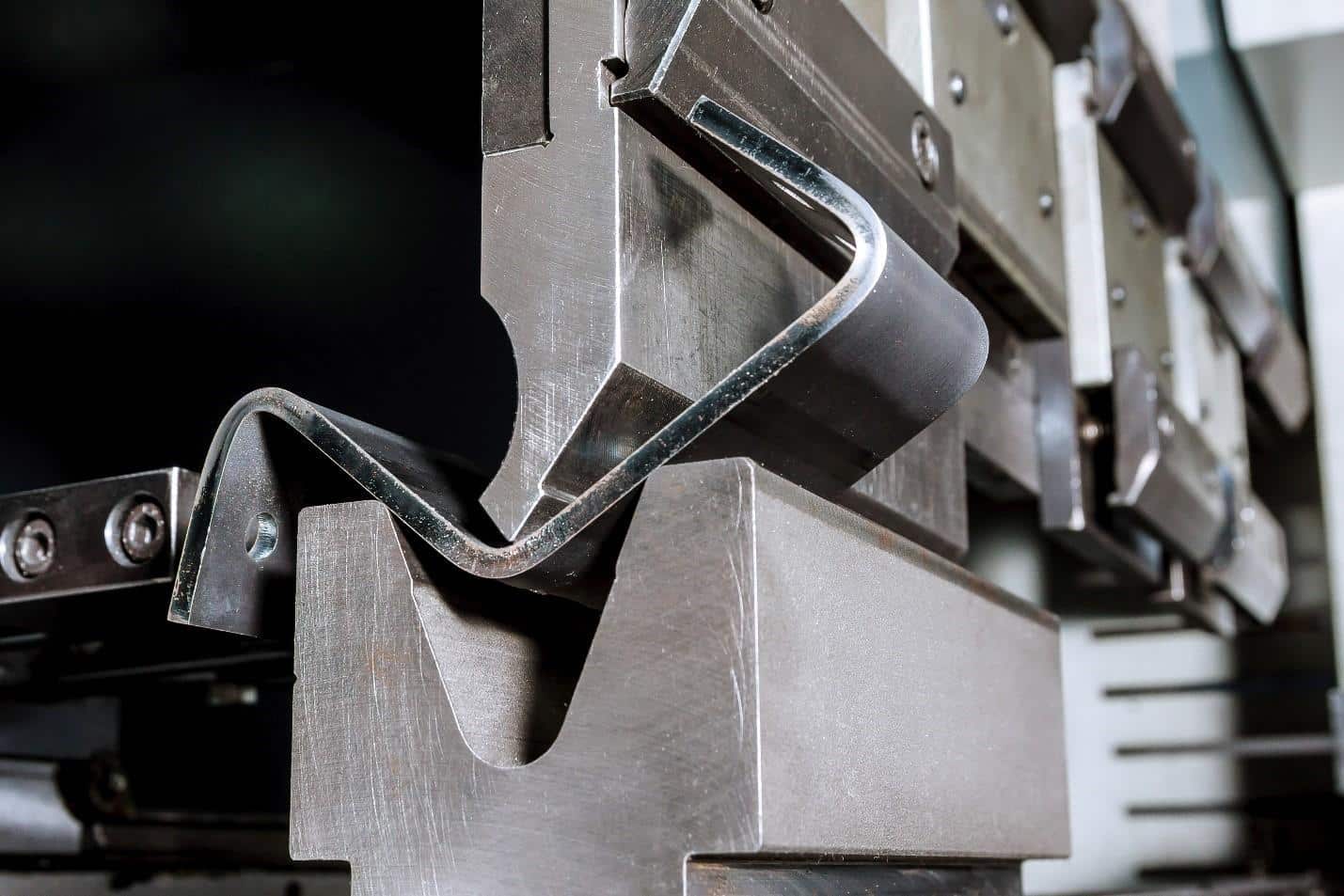
Doblado en V:
Este método es muy común y se utiliza para la mayoría de las necesidades de doblado. El método utiliza un "punzón" y una "matriz en V" para doblar la lámina metálica en los ángulos especificados. En este proceso, el punzón aplica la fuerza sobre la lámina metálica en el lugar donde se encuentra la matriz en V. Como resultado de la fuerza del punzón, se forma un ángulo en la lámina metálica. El método de doblado en V es relativamente eficaz porque puede utilizarse para doblar chapas de acero sin tener que cambiar su posición.
Hay tres tipos comunes de doblado en V:
Doblado de fondo
El curvado de fondo -comúnmente llamado "bottoming"- comprime la lámina metálica hasta el fondo de la matriz para crear la forma y el ángulo deseados. La forma y la posición del ángulo de la matriz determinan la forma final del plegado. Una de las ventajas del "bottoming" es que no es posible el retroceso de la lámina metálica comprimida (del que se hablará más adelante en este artículo). La razón es que la potente fuerza del punzón unida al ángulo de la matriz provoca una conformidad permanente en la estructura final de la lámina metálica.
Coining
El acuñado es un tipo de plegado en V deseable por su precisión y capacidad de distinguir entre láminas. Al igual que en el caso de la deformación, la chapa metálica no se retrae.
Plegado por aire
El plegado al aire -también llamado plegado parcial- no es tan preciso como el acuñado o el bottoming. El curvado por aire se utiliza normalmente cuando se necesita una solución más sencilla porque no requiere el uso de herramientas. Uno de los principales inconvenientes del plegado por aire es que puede producirse un retorno elástico. En el plegado por aire, el punzón aplica la fuerza sobre la lámina metálica, que se apoya en cada lado de la abertura de la matriz. En el curvado por aire se suele utilizar una prensa plegadora porque la lámina metálica no tiene contacto con el fondo de la matriz.
Plegado de rodillos
El curvado de rollos es una gran opción para producir formas curvas o rollos en la lámina metálica. El curvado de rodillos utiliza una plegadora, una prensa hidráulica y tres juegos de rodillos para crear diferentes tipos de curvas. Como resultado, el curvado de rodillos se utiliza a menudo para hacer tubos, conos e incluso formas huecas, ya que utiliza la distancia entre sus rodillos para producir curvas y dobleces.
Curvado en U
El curvado en U es conceptualmente muy similar al curvado en V. La diferencia es que este método produce una forma de U en la lámina metálica en lugar de una forma de V. Al igual que el curvado en V, el curvado en U también se emplea con mucha frecuencia.
Curvado con paños
El curvado por frotamiento es un método comúnmente utilizado para doblar los bordes de la lámina metálica. En este método, la lámina metálica se coloca en un troquel de limpieza y se mantiene allí mediante una almohadilla de presión. A continuación, un punzón aplica la fuerza sobre el borde de la lámina metálica para producir el doblado resultante. El troquel de limpieza es vital porque determina el radio interior del pliegue.
Plegado rotativo
El plegado rotativo es ventajoso porque no provoca arañazos en la superficie de la lámina metálica, como ocurre con el plegado por frotamiento y el plegado en V. Además, el plegado rotativo es beneficioso porque puede doblar la lámina metálica en esquinas afiladas.
Flexión Springback
Uno de los factores más importantes que pueden influir en algunos métodos de plegado de láminas metálicas es el retroceso. Si no se gestiona adecuadamente, la lámina metálica puede "volver" a su forma original tras el plegado. Por este motivo, hay que tener en cuenta el springback doblando la lámina metálica ligeramente más allá de la posición o el ángulo previstos.
Tolerancia a la flexión y factor K
La tolerancia de curvatura describe el ajuste que se hace para tener en cuenta la tendencia de la lámina metalica a doblarse de nuevo a su forma original. Cuando la lámina metálica se dobla con respecto a su forma original, sus dimensiones se ven alteradas. La fuerza que se aplica para doblar la lámina metálica hace que se estire y se comprima por dentro y por fuera. Esto altera la longitud total de la lámina metálica debido a la presión aplicada y al estiramiento en la zona de doblado. Sin embargo, la longitud medida desde el grosor del pliegue entre la superficie exterior y la interior comprimida bajo tensión permanece constante. Esto se representa como una línea comúnmente denominada eje neutro.
La tolerancia de curvatura tiene en cuenta el ángulo de la curva, el grosor de la lámina metálica, el método de curvatura específico y el factor K (una constante utilizada en los cálculos de curvatura que permite estimar la cantidad de estiramiento de la lámina metálica). Es una relación entre la compresión en la línea interior del pliegue y la tensión fuera del mismo. Cuando la superficie interior de la lámina metálica se contrae, la exterior se expande y el factor K permanece constante. El factor K suele oscilar entre 0,25 y 0,5. Ayuda a determinar el tipo específico de materiales necesarios antes de comenzar el recorte y también se utiliza en la tabla de radios de curvatura.
Consejos de diseño de láminas metálicas para el plegado
A la hora de planificar el doblado de su lámina metálica, hay varios consejos de diseño importantes que debe tener en cuenta si quiere evitar que se produzca una deformación en sus doblados de lámina metálica:
Espesor de pared uniforme
Es imprescindible que los diseños de sus piezas tengan un grosor de pared uniforme en toda la pieza.
Espacios para ranuras y agujeros
El espacio entre los agujeros y la curva debe ser como mínimo 2,5 veces el grosor de la lámina metálica. En el caso de las ranuras, es necesario un mayor espacio. Las ranuras deben tener una distancia mínima de 4 veces el grosor de la lámina metálica desde los bordes de la curva. La razón de esta separación es que los agujeros y las ranuras se deforman si están situados demasiado cerca de una curva. Además, los agujeros y las ranuras deben estar espaciados un mínimo de 2 veces el grosor del material desde el borde de la pieza si se quiere evitar el abombamiento.
Radio de curvatura
Los radios de curvatura deben ser al menos iguales al grosor de la lámina metálica. Este requisito evitará que su pieza de lámina metálica se deforme o incluso se rompa. Además, debe mantener los radios de curvatura constantes para reducir los costes. Además, todas las curvas en un plano deben diseñarse en la misma dirección para evitar la reorientación de la pieza. Evitar la reorientación de las piezas reducirá los costes y los plazos de entrega de su proyecto. Un factor importante a tener en cuenta es que debe evitar diseñar curvas pequeñas en piezas muy gruesas porque son propensas a la inexactitud.
Curvas
Una regla importante es que el radio exterior de los rizos debe ser como mínimo dos veces el grosor de la lámina metálica. Además, la separación de los agujeros de los rizos debe ser como mínimo el radio del rizo sumado al grosor de la lámina metálica. Además, las demás curvas deben estar espaciadas del rizo a un mínimo de seis veces el grosor de la lámina metálica sumado al radio del rizo.
Profundidades y distancias de avellanado
En la mayoría de los casos, los avellanados se añaden a las piezas de lámina metálica con herramientas manuales. Por este motivo, es importante tener en cuenta que los avellanados no deben tener una profundidad superior al 60% del grosor de la lámina metálica. Además, los avellanados deben estar separados al menos 4 veces el grosor de la lámina metálica de un borde, 3 veces de una curva y 8 veces de otro avellanado.
Dobladillos
Los dobladillos son simplemente pliegues en los bordes de las piezas para proporcionar bordes redondeados. De hecho, existen tres tipos de dobladillos, cada uno con sus propias reglas de diseño. Para los dobladillos abiertos, el diámetro interior debe ser como mínimo igual al grosor de la lámina metálica, ya que los diámetros demasiado grandes comprometen la circularidad. Además, para un doblado perfecto, la longitud de retorno debe ser 4 veces el grosor de la lámina metálica. Del mismo modo, los dobladillos en forma de lágrima también deben tener un diámetro interior igual al grosor de la lámina metálica como mínimo. Además, la abertura debe ser como mínimo el 25% del grosor de la lámina metálica y la longitud de ida debe ser como mínimo 4 veces el grosor de la lámina metálica siguiendo el radio.
Lados achaflanados
En pocas palabras, los chaflanes en las bridas son necesarios para tener un amplio espacio para las curvas y evitar que las piezas se deformen.
Curvas sucesivas
En general, debe evitarse, en la medida de lo posible, colocar los codos uno al lado del otro. Si los dobleces no están adecuadamente espaciados, puede ser muy difícil encajar las piezas que ya están dobladas en la matriz. En los casos en que los codos deban estar situados uno al lado del otro, la longitud de la pieza intermedia debe superar la longitud de las pestañas.
Distancias entre pestañas y muescas
La distancia entre un pliegue y una muesca debe ser como mínimo 3 veces el espesor de la lámina metálica sumado al radio del pliegue. Las lengüetas deben tener el grosor de la lámina metálica o una distancia de 1 mm entre ellas, lo que sea mayor.
Cortes de alivio
Los cortes en relieve son vitales para evitar el abombamiento e incluso el desgarro en las curvas. La anchura de los cortes en relieve debe ser igual o mayor que el espesor de la lámina metalica. Además, la longitud de los cortes en relieve no debe ser mayor que el radio de la curva.
Reciba múltiples presupuestos para sus piezas en cuestión de segundos
Obtenga varios presupuestos para sus piezas en segundos