
Le pliage des tôles : Les principes de base
Le pliage de la tôle est un procédé très efficace pour produire des pièces. Apprenez-en davantage sur le pliage de la tôle dès aujourd'hui !
Introduction au pliage de la tôle
Le pliage de la tôle est une excellente méthode pour créer une grande variété de pièces. Les méthodes de pliage peuvent être très efficaces pour fabriquer de nouvelles pièces, car les processus sont relativement simples à mettre en œuvre. Le pliage de la tôle utilise des forces externes pour modifier la forme de la tôle. La malléabilité de la tôle permet de lui donner une grande variété de pliages et de formes.
Le pliage des tôles est l'une des pratiques les plus courantes de la transformation des métaux dans le monde. Bien que de nombreuses variables doivent être prises en compte lors de la conception d'une pièce en tôle, il existe certaines méthodes de pliage standard qu'il est important de connaître pour s'assurer que votre prochain projet de fabrication de tôle produise le résultat escompté. Dans cet article, nous expliquons les méthodes de pliage de la tôle les plus courantes, nous expliquons ce que signifient la marge de pliage et le facteur K, et nous passons en revue plusieurs conseils de conception très importants pour le pliage de la tôle.
Méthodes de pliage
L'objectif des méthodes de pliage de la tôle est de donner à celle-ci la forme voulue. De multiples facteurs interviennent dans le choix de la méthode de pliage de la tôle optimale pour un projet donné. Ces facteurs comprennent l'épaisseur de la tôle, le rayon de pliage, la taille globale du pliage et l'utilisation souhaitée.
Pour mieux comprendre quelle méthode de pliage de la tôle convient le mieux à vos besoins, voici des explications sur les méthodes les plus courantes :
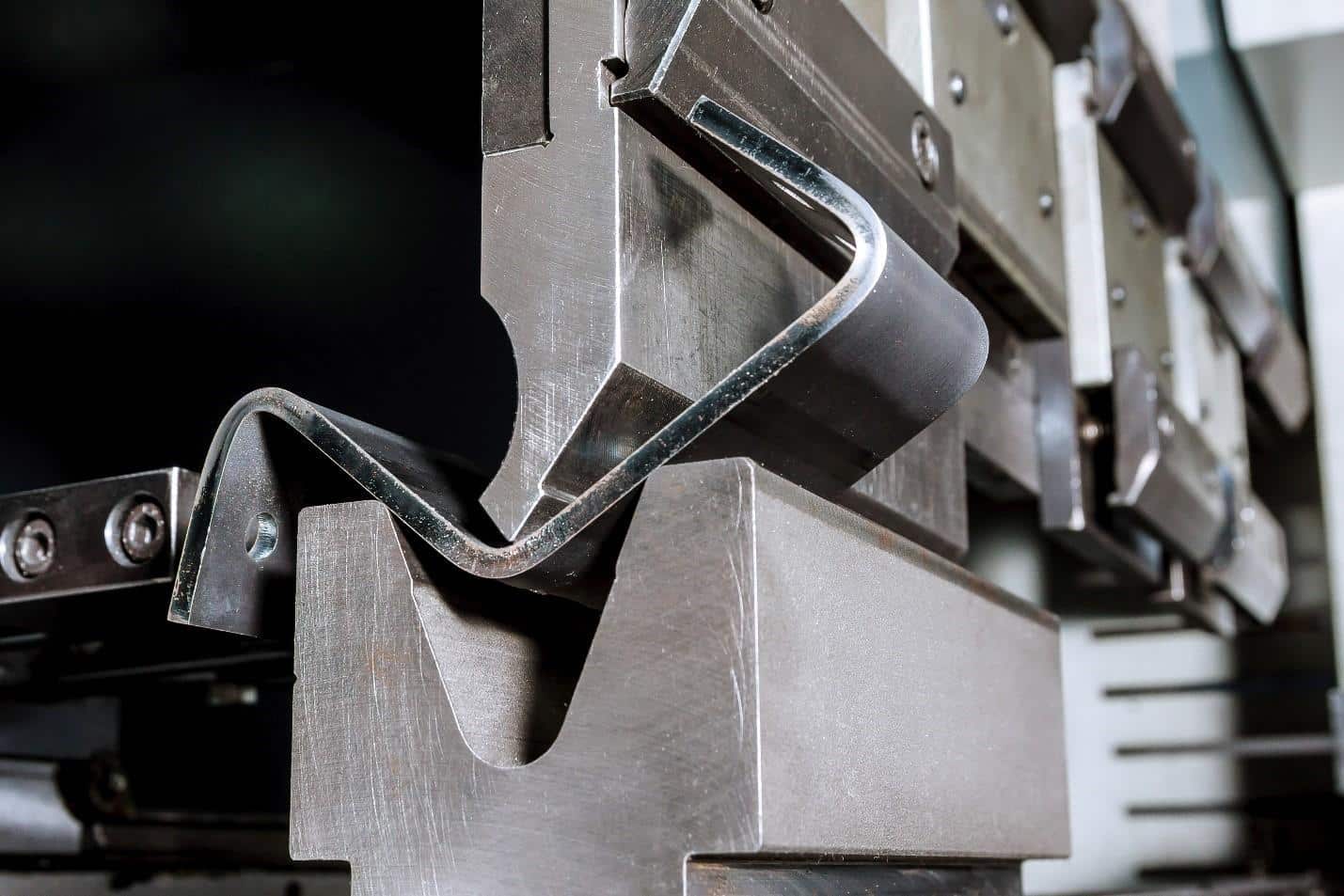
Le pliage en V :
Cette méthode est très courante et est utilisée pour la plupart des besoins de pliage. Elle utilise un "poinçon" et une "matrice en V" pour plier la tôle selon des angles précis. Au cours de ce processus, le poinçon applique une force sur la tôle à l'endroit situé au-dessus de la matrice en V. Sous l'effet de la force exercée par le poinçon, un angle est formé dans la tôle. La méthode de pliage en V est relativement efficace car elle peut être utilisée pour plier des plaques d'acier sans avoir à changer leur position.
Il existe trois types courants de pliage en V :
Pliage par le bas
Le pliage par le bas - communément appelé "pliage par le bas" - comprime la tôle au fond de la matrice pour créer la forme et l'angle souhaités. La forme et la position de l'angle de la matrice déterminent la forme finale du pliage. L'un des avantages de l'emboutissage est que le retour élastique (abordé plus loin dans cet article) de la tôle comprimée n'est pas possible. La raison en est que la force puissante du poinçon couplée à l'angle de la matrice provoque une conformité permanente dans la structure finale de la tôle.
Coinçage
Le matriçage est un type de pliage en V qui est souhaitable en raison de sa précision et de sa capacité à distinguer les tôles. Comme pour le pliage en creux, il n'y a pas de retour élastique de la tôle.
Pliage à l'air libre
Le pliage à l'air - également appelé pliage partiel - n'est pas aussi précis que le matriçage ou l'emboutissage. Le pliage à l'air est généralement utilisé lorsqu'une solution plus simple est nécessaire, car il ne requiert pas l'utilisation d'outils. L'un des principaux inconvénients du pliage à l'air est le risque de retour élastique. Avec le pliage pneumatique, le poinçon applique une force sur la tôle, qui repose de chaque côté de l'ouverture de la matrice. Une presse plieuse est généralement utilisée pour le pliage à l'air car la tôle n'est pas en contact avec le fond de la matrice.
Le pliage en rouleau
Le pliage en rouleau est une excellente option pour produire des formes courbes ou des rouleaux dans la tôle. Le pliage par rouleaux utilise une presse plieuse, une presse hydraulique et trois jeux de rouleaux pour créer différents types de pliage. Par conséquent, le pliage par rouleaux est souvent utilisé pour fabriquer des tubes, des cônes et même des formes creuses, car il utilise la distance entre les rouleaux pour produire des courbes et des plis.
Le pliage en U
Le pliage en U est conceptuellement très similaire au pliage en V. La différence est que cette méthode produit une forme en U dans la tôle plutôt qu'une forme en V. Comme le pliage en V, le pliage en U est aussi très couramment utilisé.
Le pliage par essuyage
Le pliage par essuyage est une méthode couramment utilisée pour plier les bords de la tôle. Dans cette méthode, la tôle est placée sur une matrice d'essuyage et maintenue par un tampon de pression. Un poinçon applique ensuite une force sur le bord de la tôle pour produire le pliage qui en résulte. La matrice d'essuyage est essentielle car elle détermine le rayon intérieur du pliage.
Le pliage rotatif
Le pliage rotatif est avantageux car il ne provoque pas de rayures sur la surface de la tôle comme le font le pliage par essuyage et le pliage en V. De plus, le pliage rotatif est avantageux car il permet de plier la tôle en angles vifs.
Pliage Retour élastique
L'un des facteurs les plus importants qui peuvent jouer un rôle dans certaines des méthodes de pliage de la tôle est le retour élastique. Si elle n'est pas gérée correctement, la tôle peut revenir à sa forme initiale après le pliage. C'est pourquoi il faut tenir compte du retour élastique en pliant la tôle légèrement au-delà de la position ou de l'angle prévu.
Tolérance de pliage et facteur K
La marge de pliage est l'ajustement effectué pour tenir compte de la tendance de la tôle à se plier pour reprendre sa forme initiale. Lorsque la tôle est pliée par rapport à sa forme originale, ses dimensions sont modifiées. La force appliquée pour plier la tôle provoque un étirement et une compression à l'intérieur et à l'extérieur. Cela modifie la longueur totale de la tôle en raison de la pression appliquée et de l'étirement au niveau du pliage. Toutefois, la longueur mesurée à partir de l'épaisseur du pliage entre l'extérieur et la surface intérieure comprimée sous tension reste constante. Elle est représentée par une ligne communément appelée l'axe neutre.
La tolérance de pliage tient compte de l'angle du pli, de l'épaisseur de la tôle, de la méthode de pliage spécifique et du facteur K (une constante utilisée dans les calculs de pliage, qui permet d'estimer la quantité d'étirement de la tôle). Il s'agit du rapport entre la compression sur la ligne intérieure du pliage et la tension à l'extérieur du pliage. Lorsque la surface intérieure de la tôle se contracte, l'extérieur se dilate et le facteur K reste constant. Le facteur K est généralement compris entre 0,25 et 0,5. Il aide à déterminer le type spécifique de matériaux requis avant de commencer le découpage et il est également utilisé dans le tableau des rayons de pliage.
Conseils de conception pour le pliage de la tôle
Lorsque vous planifiez le pliage de votre tôle, il y a plusieurs conseils de conception importants à garder à l'esprit si vous voulez éviter de subir une déformation dans vos pliages de tôle :
Épaisseur de paroi uniforme
Il est impératif que l'épaisseur de la paroi de vos pièces soit uniforme.
Dégagements des fentes et des trous
L'espace entre les trous et le pliage doit être au minimum de 2,5 fois l'épaisseur de la tôle. Pour les fentes, l'espacement doit être plus important. Les fentes doivent être espacées d'au moins 4 fois l'épaisseur de la tôle à partir des bords du pliage. La raison de cet espacement est que les trous et les fentes se déforment s'ils sont situés trop près d'un pli. En outre, les trous et les fentes doivent être espacés d'au moins 2 fois l'épaisseur du matériau à partir du bord de la pièce si vous voulez éviter tout renflement.
Rayon de pliage
Le rayon de pliage doit être au moins égal à l'épaisseur de la tôle. Cette exigence empêchera votre pièce en tôle de se déformer, voire de se casser. En outre, vous devez veiller à ce que vos rayons de pliage soient constants afin de réduire les coûts. De plus, tous les pliages d'un même plan doivent être conçus dans le même sens afin d'éviter la réorientation de la pièce. En évitant la réorientation des pièces, vous réduirez les coûts et les délais de votre projet. Il est important de noter que vous devez éviter de concevoir de petits pliages dans des pièces très épaisses, car ils sont susceptibles d'être imprécis.
Courbures
Une règle empirique importante est que le rayon extérieur des boucles doit être au minimum de deux fois l'épaisseur de la tôle. De plus, l'espacement des trous des courbes doit être au minimum égal au rayon de la courbe ajouté à l'épaisseur de la tôle. En outre, les autres pliages doivent être espacés de la boucle d'un minimum de six fois l'épaisseur de la tôle ajoutée au rayon de la boucle.
Profondeurs et dégagements des fraises
Dans la plupart des cas, les fraises sont ajoutées aux pièces de tôle à l'aide d'outils manuels. C'est pourquoi il est important de garder à l'esprit que la profondeur des fraises ne doit pas dépasser 60 % de l'épaisseur de la tôle. En outre, les fraises doivent être espacées d'au moins 4 fois l'épaisseur de la tôle par rapport à un bord, 3 fois par rapport à un pliage et 8 fois par rapport à une autre fraise.
Ourlets
Les ourlets sont simplement des plis sur les bords des pièces afin d'obtenir des bords arrondis. En fait, il existe trois types d'ourlets, chacun ayant son propre ensemble de règles de conception. Pour les ourlets ouverts, le diamètre intérieur doit être au minimum égal à l'épaisseur de la tôle car des diamètres trop importants compromettent la circularité. De plus, pour un pliage parfait, la longueur de retour doit être égale à 4 fois l'épaisseur de la tôle. De même, les ourlets en forme de goutte d'eau doivent également avoir un diamètre intérieur égal à l'épaisseur de la tôle au minimum. En outre, l'ouverture doit représenter au moins 25 % de l'épaisseur de la tôle et la longueur de passage doit être au minimum égale à 4 fois l'épaisseur de la tôle suivant le rayon.
Côtés chanfreinés
En termes simples, les chanfreins sur les brides sont nécessaires pour avoir suffisamment de place pour les pliages afin d'éviter que les pièces ne soient déformées.
Coudes successifs
D'une manière générale, il faut éviter, dans la mesure du possible, de placer les pliages les uns à côté des autres. Si les coudes ne sont pas suffisamment espacés, il peut être très difficile d'ajuster des pièces déjà pliées sur la matrice. Dans les cas où les plis doivent être placés à proximité les uns des autres, la longueur de la pièce intermédiaire doit être supérieure à la longueur des brides.
Espaces entre les coudes et les encoches
La distance entre un pliage et une encoche doit être au minimum de 3 fois l'épaisseur de la tôle ajoutée au rayon du pliage. Les languettes doivent être distantes de l'épaisseur de la tôle ou de 1 mm l'une de l'autre, la valeur la plus élevée étant retenue.
Coupes en relief
Les découpes en relief sont essentielles pour éviter les bombements et même les déchirures au niveau des pliages. La largeur des découpes en relief doit être égale ou supérieure à l'épaisseur de la tôle. En outre, la longueur des découpes en relief ne doit pas être supérieure au rayon du pliage.
Obtenez plusieurs devis pour vos projets en quelques secondes